钢带管热熔挤出焊接方法
发布时间:2021-12-09 人气:1147 来源:

1、热熔挤出焊接的结构:
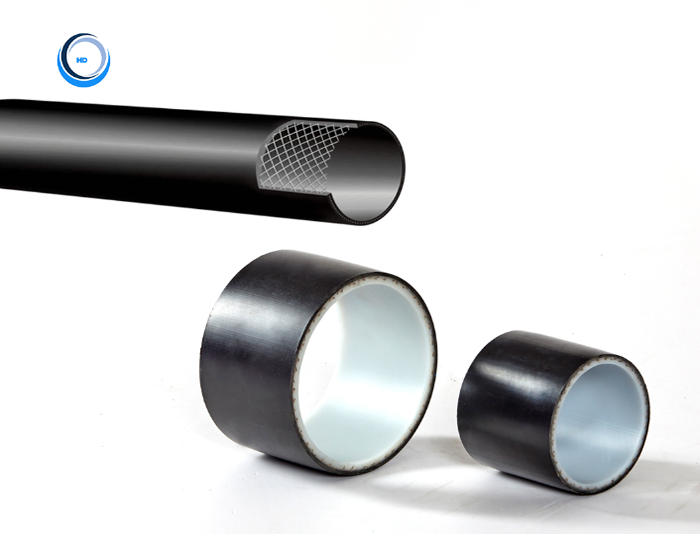
钢带管厂家的热熔挤压焊接方法是使用专用的热空气挤压焊接工具。首先,将管子在连接的两端加热,用焊枪将熔化的聚乙烯材料挤出,将连接两端的聚乙烯材料熔合为一体。其连接结构如图1所示:这是将聚乙烯材料熔为一体的连接方法,为刚性连接。
挤压焊接是利用分子热运动的基本原理,通过挤压枪对PE电极(电极由固体变为粘性流体)进行加热而挤压成型。同时,在焊枪上配置的热风枪对待焊PE管的焊面进行加热。在外力的作用下,接缝两端的PE材料相互粘结,使它们很好的扩散和缠绕。将管子连接为一体,从而达到焊接效果。
2、热熔挤出焊接的施工要点 :
1)、焊接前,检查待焊管的两个端面切口是否光滑(如端面不光滑,应修复)。焊接面控制在管道波谷中间,将两根焊接管调整到同一轴线上(尽量将管道断开部分对齐);为便于焊接,界面应留有1-3mm的间隙(但最大间隙一般不超过5mm)。如果不能满足要求,请使用工具对接口进行局部修复。可在管外或管内工作(φ800或以上)。焊接区域必须清洁干燥。无灰尘等杂质;对焊接区域的内表面和外表面进行抛光以去除氧化表面层。
2)、一般情况下,用于钢带管焊接的焊条由管厂家提供。焊条应与管材生产所用的聚乙烯材料相同或与管材熔合良好。焊条的截面应为圆形,焊条的厚度应一致,并满足所选焊枪的焊接性能要求。电极也必须是干净、干燥和无污渍的。
3)必须强调的是要使用一种带热风装置的好的挤出焊机。在焊接过程中,热风安装必须对焊管接头端处的聚乙烯进行预热,使挤出的熔融聚乙烯能够与管道集成。所有焊接部分必须是完整的,没有泄漏和断裂。
4)、对于直径大于800mm的管道,一般应进行内外双面焊接。
5)、根据环境条件设定熔体和热风温度;对熔体保持一定的焊接压力;相应的还有较慢的间歇期。

 川公网安备51012902000139号
川公网安备51012902000139号

 QQ客服
QQ客服