华迪塑胶会为客户提供售后保障服务工作,有专业人士到现场指导管道安装。

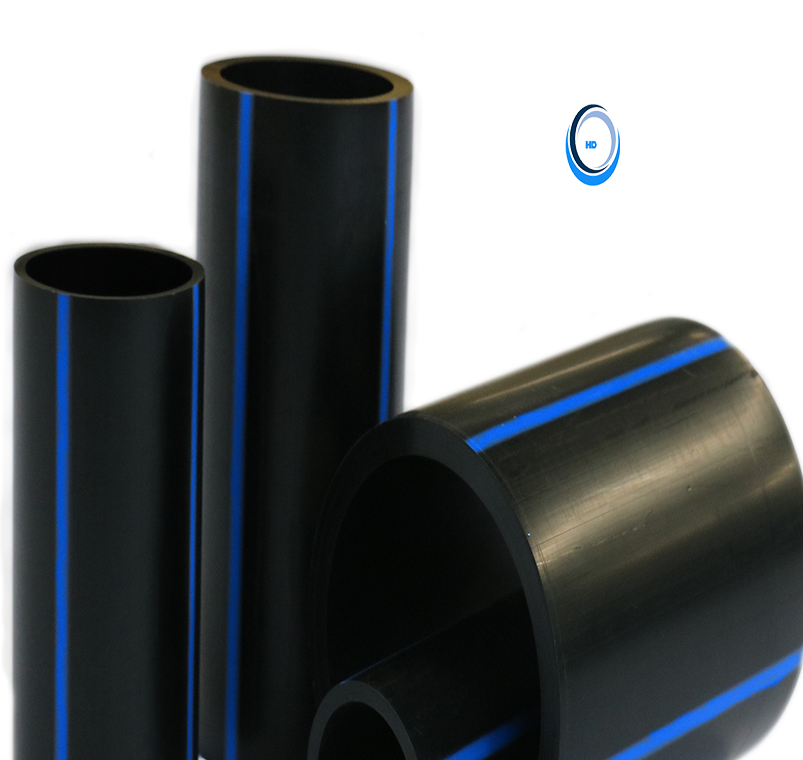
大口径PE管安装施工步骤:
1、施工准备
2、材料到现场检验堆放及运输
3、管道热熔连接
4、管基复测
5、下管安装
6、管道试压
7、管道冲洗
8、管沟回填
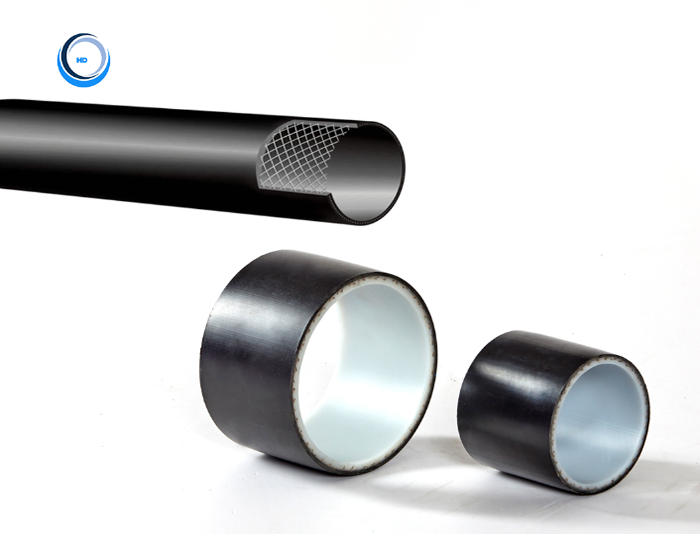
众所周知,PE管焊接是整个施工过程中,最重要的一环,特别在非开挖过程中,如因焊接引起问题损失往往以百万计算。因此在施工过程中,必须步步把关,严格把握施工质量。在整个施工工期中,PE管焊接需采用两种不同的焊机方式。对于小于D63的PE管需采用承插连接,即管道连接均采用管件进行连接。大于D63的PE管则需要采用对接方式进行连接。即管道通过专用焊机通过加热进行连接。
众所周知,PE管焊接是整个施工过程中最重要的部分,尤其是在非开挖过程中。如果焊接方法不对,造成的损失通常会非常大。因此,在施工过程中,一定要有专业人士指导,严格按照步骤,把握施工质量。
正确施工方法:
一、焊接前准备
1、确保油路接头清洁,正确连接焊接所需各个部件;
2、加热板保持清洁,检查是否能正常使用,确保电压符合电焊机要求;
3、按照焊接工艺正确设置技术参数;
二、管材施工步骤
1、准备好管材装夹,用干净的抹布清洁端口位置,防止残留有水质或者泥土等杂物;
2、进行管材铣削与校正,一定要保证安装场地干净并且没有其他杂物。在铣削后禁止用手直接去触摸已经铣削完毕的端口,避免污染。铣削后矫正管材端口;
3、将加热板加热至220摄氏度,正确放到两根管材之间对管材进行吸热。吸热时一定不要拖动压力吸热。当吸热时间一定量后快速切换加热板,防止放置切管过久的端面热量散失并造成污染;
4、在卷边阶段中,端口家人快速将管材对接,直到反边卷翻到管材的外壁,这个地方不能泄压;
5、在冷却工程中,焊接完成后我们要将焊接口进行冷却确保焊接的质量。这个过程我们要自然冷却,不要通过冷水浇灌或者其他物理方式降温,等到管材端口冷却。


 川公网安备51012902000139号
川公网安备51012902000139号

 QQ客服
QQ客服