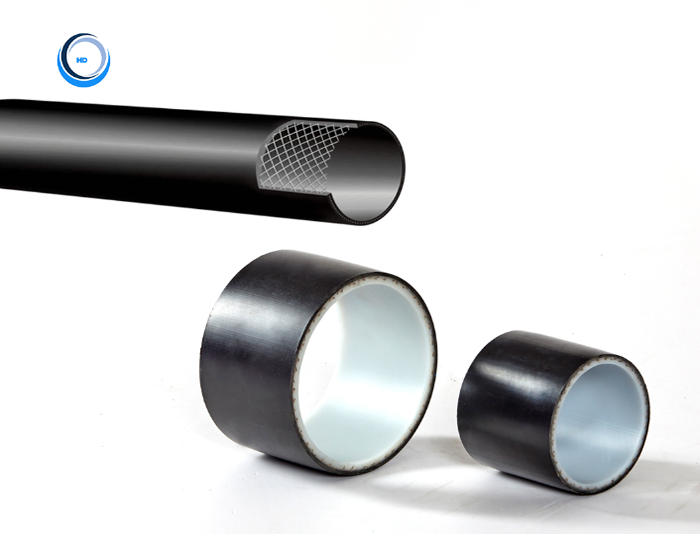
加热时间测定:pe给水管焊接端面压扁后10×壁厚(mm)秒。
加热时间的长短决定了焊接质量;在转换阶段,温度是否能均匀转移到焊接表面和一定深度,保持较好的焊接温度。管端面较好的熔化时间随着受热面积的增加而增加,更重要的是,对流能量和辐射传播能量随着管壁厚度的增加而减小。管道端面的不均匀导致传热不均匀、储气不均匀和气孔,最终影响焊接质量。因此,有必要与压力密切合作。在加热的同时,应施加一定的压力使焊接表面平整,促进塑化,形成理想的传热焊接表面,然后降低压力,吸收热量。
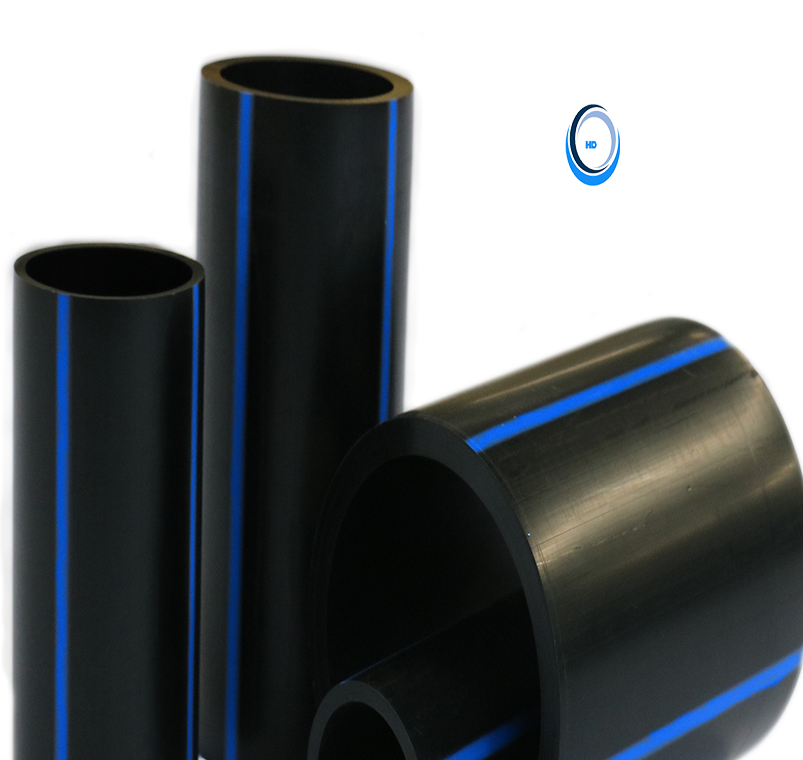
切换时间的确定:在10秒内尽量缩短,端面冷却很快,对接速度慢,直接影响焊接质量。
冷却时间的确定:见表1;1.15 ~ 1.33×壁厚(mm) min
高分子材料的热导率差,只有一小部分是金属,冷却速度慢,所需冷却时间,收缩,所以你需要有足够的时间结晶温度,晶粒生长,消除内应力,在一定的压力下冷却,避免焊接横向缩孔


 川公网安备51012902000139号
川公网安备51012902000139号

 QQ客服
QQ客服